諧波齒輪減速器具有體積小、速比大、承載能力強(qiáng)、定位精度和重復(fù)定位精度高等優(yōu)點(diǎn),已被廣泛應(yīng)用于航空航天、機(jī)器人及通用機(jī)械等高端精密技術(shù)領(lǐng)域。鑒于其精密傳動(dòng)特性,在諧波齒輪減速器制造過(guò)程中必須嚴(yán)格保證各部件的精度和質(zhì)量,以使成品傳動(dòng)性能滿(mǎn)足設(shè)計(jì)要求。諧波齒輪由剛輪、柔輪和波發(fā)生器 3 個(gè)構(gòu)件組成,漸開(kāi)線齒廓諧波齒輪柔輪為大變位薄壁齒輪,大變位齒輪滾齒加工具有一定特殊性,標(biāo)準(zhǔn)滾刀加工大變位齒輪極易產(chǎn)生大的加工誤差,而高精度柔輪又是保證諧波齒輪接近于零側(cè)隙嚙合精密傳動(dòng)的關(guān)鍵。目前,對(duì)諧波齒輪柔輪齒廓設(shè)計(jì)展開(kāi)了較多研究,對(duì)如何高精度加工制造柔輪研究較少,尤其是對(duì)這種大變位柔輪滾齒誤差成形機(jī)理、輪齒幾何精度與刀具參數(shù)、加工工藝參數(shù)之間的關(guān)系少有文獻(xiàn)涉及。
目前,國(guó)內(nèi)外對(duì)于滾齒數(shù)值仿真,刀具誤差、工件與刀具之間的位置誤差及加工工藝參數(shù)等對(duì)滾齒精度的影響都進(jìn)行了相應(yīng)研究。張榮闖等基于滾齒加工運(yùn)動(dòng)矢量模型結(jié)合 UG 的二次開(kāi)發(fā)模擬滾齒切削獲得精確的齒輪三維模型。史勇等對(duì)斜齒非圓齒輪四軸聯(lián)動(dòng)和五軸聯(lián)動(dòng)數(shù)控滾齒的加工過(guò)程進(jìn)行仿真,得到了齒輪準(zhǔn)確的三維模型。李學(xué)藝等依據(jù)通用滾刀切削面參數(shù)方程建立了漸開(kāi)線圓柱齒輪精確齒面模型。Matsuo 等分析了滾齒過(guò)程中工件與滾刀之間的位置精度對(duì)輪齒精度的影響。Deng 等建立仿真模型研究了滾刀與工件之間的位姿偏差對(duì)齒面幾何精度的影響。Sun 等建立了預(yù)測(cè)滾齒幾何偏差和優(yōu)化滾齒工藝參數(shù)的模型,通過(guò)優(yōu)化使幾何偏差最小化而提高齒輪加工精度。Song 等研究了刀具及工件徑向跳動(dòng)誤差和插齒工藝參數(shù)對(duì)諧波減速器精度的影響。
國(guó)內(nèi)也有相關(guān)文獻(xiàn)涉及大變位齒輪加工,主要是對(duì)標(biāo)準(zhǔn)滾刀加工大變位齒輪過(guò)程中產(chǎn)生誤差而無(wú)法進(jìn)行嚙合傳動(dòng)的現(xiàn)象及誤差產(chǎn)生原因進(jìn)行簡(jiǎn)單分析,沒(méi)有計(jì)算具體加工誤差值及對(duì)滾刀參數(shù)、加工工藝參數(shù)與該誤差值的關(guān)系進(jìn)行分析,這種齒輪主要集中在水泥生產(chǎn)廠家、礦山機(jī)械等應(yīng)用場(chǎng)合的大模數(shù)大直徑齒輪。漸開(kāi)線齒廓諧波齒輪柔輪為大變位小模數(shù)齒輪,常用變位系數(shù)約為 3,且其用于精密傳動(dòng)場(chǎng)合,對(duì)齒面加工精度的要求更高,誤差的產(chǎn)生機(jī)理也與大模數(shù)齒輪的有所區(qū)別。
文中開(kāi)展大變位齒輪滾齒加工仿真及齒面理論加工誤差評(píng)價(jià)研究,建立變位齒輪滾切空間成形模型和齒面理論加工誤差評(píng)價(jià)模型。基于所建立模型開(kāi)展加工誤差的仿真計(jì)算,并對(duì)仿真結(jié)果進(jìn)行試驗(yàn)驗(yàn)證。采用仿真計(jì)算精確分析大變位柔輪齒面理論加工誤差值及產(chǎn)生原因,并提出改進(jìn)措施,較大幅度地減小誤差值,以改善大變位柔輪滾齒精度。
一、滾齒仿真及加工誤差評(píng)價(jià)
滾刀切削刃參數(shù)方程
圖 1 所示為阿基米德滾刀基本蝸桿軸向齒形。O1 -X1Y1 為滾刀坐標(biāo)系,其 X1 軸與滾刀軸線重合,Y1 軸平分軸向齒形。軸向齒形齒頂高 ha1 = 1. 35 mn ,齒根高 hf1 =mn,mn 為滾刀的法向模數(shù)。
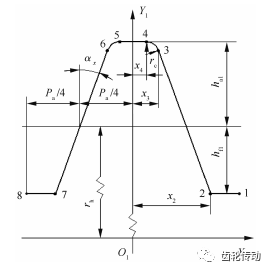
圖 1 滾刀軸向齒形
在滾刀坐標(biāo)系中,以滾刀軸向齒形的 X1 軸坐標(biāo)值為參數(shù)變量 s,則該齒形可表示為:
式中:Y1(s)——軸向齒形在坐標(biāo)系 O1 -X1Y1 中的 Y1 軸坐標(biāo)值,
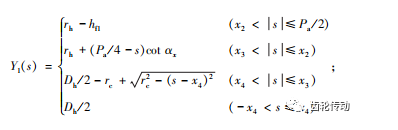
rh———滾刀分度圓半徑;
Pa———滾刀軸向齒距;
αx———滾刀軸向壓力角;
Dh———滾刀外徑;
rc———滾刀齒頂圓弧半徑。
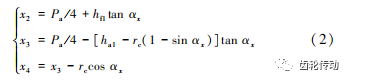
x2 ,x3 和 x4 為滾刀軸向齒形上 2,3 和 4 號(hào)點(diǎn)在滾刀坐標(biāo)系中 X1 軸上的坐標(biāo),且有:
軸向齒形繞滾刀軸線規(guī)則螺旋分布形成滾刀系列切削刃,繞 X1 軸按右手法則旋轉(zhuǎn)方向?qū)Ω髑邢魅羞M(jìn)行編號(hào),編號(hào)號(hào)碼記為 k,沿正向依次為 1,2,…,負(fù)向?yàn)?-1,-2,…。k 號(hào)切削刃可表達(dá)為:
式中:
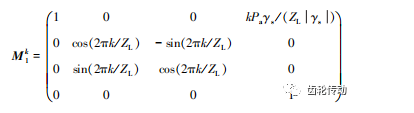
ZL——滾刀容屑槽數(shù);
P1(s) ——滾刀軸向齒形;
γs——螺旋升角,右旋滾刀 γs 取正值,左旋滾刀 γs 取負(fù)值。
變位齒輪滾切成形數(shù)學(xué)模型
滾齒切削過(guò)程中滾刀與工件的相對(duì)位置和空間運(yùn)動(dòng)關(guān)系如圖 2 所示。
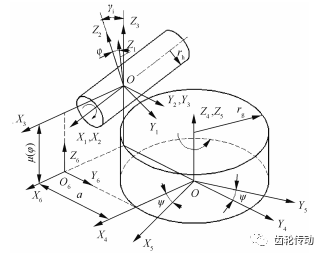
圖 2 滾刀與工件的相對(duì)位置及空間運(yùn)動(dòng)關(guān)系示意圖
圖 2 中,O1 -X1Y1Z1 為滾刀坐標(biāo)系,其與滾刀固連,在加工過(guò)程中繞 X2 軸回轉(zhuǎn),O2 -X2Y2Z2 為滾刀安裝坐標(biāo)系,其相對(duì)于滾刀參考坐標(biāo)系 O3 -X3Y3Z3 繞 Y3 軸旋轉(zhuǎn)一個(gè)滾刀安裝角 γi;O4 -X4Y4Z4 為工件參考坐標(biāo)系,其與滾刀參考坐標(biāo)系 O3 -X3Y3Z3 相互平行,O5 - X5Y5Z5 為工件坐標(biāo)系與被加工齒輪固連,在滾齒過(guò)程中按一定傳動(dòng)比隨滾刀聯(lián)動(dòng)繞Z4軸回轉(zhuǎn)。O6 - X6Y6Z6 為機(jī)床固定坐標(biāo)系,滾刀的徑向進(jìn)給、軸向進(jìn)給均在該坐標(biāo)系里描述坐標(biāo)。
滾刀徑向安裝距離:
![]()
式中:x——齒輪的變位系數(shù);
rg——齒輪分度圓半徑。
滾刀軸向進(jìn)給量 μ 為其旋轉(zhuǎn)角 φ 的函數(shù):
![]()
式中:±——順銑時(shí)取“+”,逆銑時(shí)取“–”;
N——滾刀頭數(shù);
z——齒輪齒數(shù);
f——工件回轉(zhuǎn) 1 周滾刀軸向的進(jìn)給量。
諧波齒輪柔輪為漸開(kāi)線直齒輪,滾齒加工時(shí)工件旋轉(zhuǎn)角 ψ 為滾刀回轉(zhuǎn)角 φ 的函數(shù):
滾刀系列切削刃在工件坐標(biāo) O5 -X5Y5Z5 中形成空間軌跡曲面族,包絡(luò)出齒輪齒面。各切削刃空間軌跡曲面的齊次坐標(biāo)為:
齒輪理論齒面參數(shù)化模型
漸開(kāi)線直齒輪齒槽面可由其端面上漸開(kāi)線沿齒輪軸線平移形成,形成齒槽面的端面漸開(kāi)線可由起點(diǎn)在 Y 軸(Y 軸平分齒槽)上的兩條標(biāo)準(zhǔn)漸開(kāi)線繞齒輪軸線向相反方向旋轉(zhuǎn)一角度獲得。齒輪各個(gè)齒槽的幾何形狀相同并在圓周上均勻分布,相鄰齒槽的相位差角為 Δ = 2π / z,用 0,…,i,…,z-1( z 為齒數(shù)) 對(duì)各齒槽編號(hào),則各齒槽面的齊次坐標(biāo)方程為:
基于微分幾何原理,過(guò)齒面某點(diǎn)的齒向向量和齒形向量的叉乘,可求得該點(diǎn)處齒面法向量:
滾齒加工過(guò)程仿真
采用 MATLAB 軟件編制程序進(jìn)行滾齒加工仿真計(jì)算。進(jìn)行滾齒仿真時(shí),計(jì)算出齒輪理論齒面上各網(wǎng)格點(diǎn)的坐標(biāo)值及法向量;根據(jù)滾齒時(shí)坐標(biāo)轉(zhuǎn)化關(guān)系將滾刀系列切削刃方程在齒輪坐標(biāo)系中表達(dá);進(jìn)行滾齒切削仿真計(jì)算求出理論齒面上網(wǎng)格點(diǎn)的法線與各切削軌跡的交點(diǎn),求所有交點(diǎn)到該網(wǎng)格點(diǎn)的距離,并取距離值最小的交點(diǎn)作為加工形成的實(shí)際齒面點(diǎn)。對(duì)理論齒面進(jìn)行上述仿真計(jì)算,即可得出滾齒加工形成的齒輪相應(yīng)實(shí)際齒面。圖 3 所示為仿真計(jì)算獲得的齒輪理論齒面及滾刀切削加工示意圖。
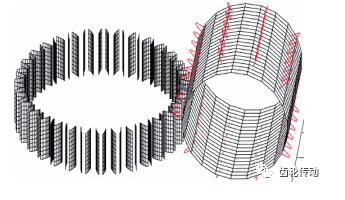
圖 3 滾齒加工仿真示意圖
輪齒齒面誤差評(píng)定
將理論齒面 Fi(θ,w) 的參數(shù) θ 和 w 在其取值的范圍內(nèi)進(jìn)行離散,形成網(wǎng)格密度為 m × n 的理論齒面網(wǎng)格點(diǎn),其中的某一點(diǎn)可以計(jì)為 Fi(θm,wn ),其對(duì)應(yīng)的法向量計(jì)為 ni(θm,wn )。圖 4 所示為齒面誤差計(jì)算示意圖。
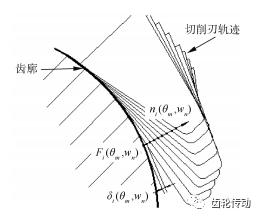
圖 4 齒面誤差計(jì)算示意圖
計(jì)算點(diǎn) Fi(θm,wn )到包絡(luò)齒形的各個(gè)切削刃空間軌跡曲面的法向距離,即該點(diǎn)到其法線與切削刃軌跡交點(diǎn)的距離,最小距離即為該點(diǎn)的齒面誤差值 δi(θm,wn ),且偏離方向與該點(diǎn)法向量 ni(θm,wn )方向一致的誤差值計(jì)為正,否則計(jì)為負(fù)。對(duì)齒面上的網(wǎng)格點(diǎn)進(jìn)行仿真計(jì)算獲得相應(yīng)齒面的誤差值,采用插值方法對(duì)所有的誤差值進(jìn)行二元擬合,得到齒面誤差函數(shù) δi(θm,wn )。
對(duì)齒面誤差函數(shù) δi(θ,w) 進(jìn)行單參數(shù)變化取值可分別獲得齒面、齒形和齒向誤差,當(dāng)參數(shù) w 確定后,參數(shù) θ 在齒廓評(píng)定范圍對(duì)應(yīng)的展開(kāi)角內(nèi)連續(xù)取值,得到輪齒齒形誤差;當(dāng)參數(shù) θ 確定后,參數(shù) w 在齒向評(píng)定范圍內(nèi)連續(xù)取值,得到輪齒齒向誤差。
二、齒面加工誤差仿真的試驗(yàn)驗(yàn)證
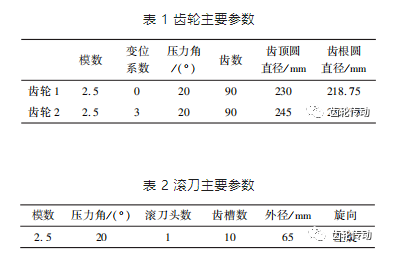
對(duì)變位系數(shù)為 0 和 3 的兩個(gè)齒輪分別進(jìn)行加工,采用三坐標(biāo)測(cè)量機(jī)測(cè)量被加工齒輪的齒面誤差,并與齒面誤差的仿真計(jì)算結(jié)果進(jìn)行比較。被加工齒輪的主要技術(shù)參數(shù)如表 1 所示,相應(yīng)滾刀的主要技術(shù)參數(shù)如表 2 所示。
滾齒誤差仿真計(jì)算
采用有效切削刃為 63 齒的滾刀進(jìn)行滾齒加工仿真,滾刀居中安裝,中間切削刃定義為 0 號(hào)切削刃,兩側(cè)分別有-31 和 31 號(hào)切削刃能投入滾齒切削。后述滾齒加工的滾刀安裝方式與此相同。
按照表 1 及表 2 中給定的齒輪及滾刀主要參數(shù)對(duì)滾齒進(jìn)行仿真及計(jì)算,求出齒面加工的理論誤差值。
滾齒加工及齒面誤差測(cè)量
采用數(shù)控滾齒機(jī)對(duì)齒坯進(jìn)行滾齒加工,滾刀轉(zhuǎn)速為 450 r/ min,滾刀軸向進(jìn)給量為 1. 5 mm / r。
將被測(cè)齒輪裝夾于三坐標(biāo)測(cè)量機(jī),建立與理論齒面網(wǎng)格點(diǎn)計(jì)算坐標(biāo)系相同的測(cè)量坐標(biāo)系,將理論齒面網(wǎng)格點(diǎn)的坐標(biāo)值及其法向量導(dǎo)入三坐標(biāo)測(cè)量機(jī),以網(wǎng)格點(diǎn)作為被測(cè)目標(biāo)點(diǎn)規(guī)劃測(cè)量軌跡。三坐標(biāo)測(cè)量機(jī)測(cè)針沿著被測(cè)目標(biāo)點(diǎn)的法矢方向靠近齒面進(jìn)行測(cè)量,所得測(cè)量結(jié)果即為理論齒面網(wǎng)格點(diǎn)對(duì)應(yīng)的實(shí)際加工齒面點(diǎn)坐標(biāo)值,求出實(shí)際測(cè)量點(diǎn)與對(duì)應(yīng)理論齒面網(wǎng)格點(diǎn)的距離,即為該點(diǎn)齒面誤差。
測(cè)量結(jié)果與仿真結(jié)果對(duì)比
齒形誤差比較:圖 5 所示為齒形誤差實(shí)測(cè)值與仿真結(jié)果對(duì)比。為方便實(shí)際測(cè)量,在齒根圓半徑增加 0. 5 mm、齒頂圓半徑減小 0. 2 mm 的輪齒半徑范圍內(nèi)進(jìn)行齒形誤差評(píng)定。
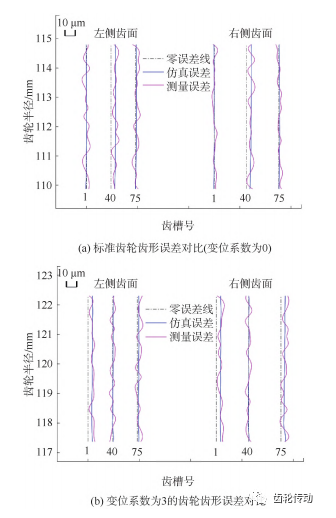
圖 5 實(shí)測(cè)與仿真計(jì)算齒形誤差比較
圖 5 中各齒槽面的齒形誤差均在齒輪同一齒寬的位置進(jìn)行測(cè)量和仿真計(jì)算,即齒面誤差函數(shù) δ i(θ,w) 中參數(shù) w 的取值相同。圖 5 中零誤差線的右側(cè)誤差為正,左側(cè)誤差為負(fù)。
如圖 5a 所示,標(biāo)準(zhǔn)齒輪 40 號(hào)齒槽面實(shí)測(cè)和仿真齒形誤差均整體偏大,各齒槽面仿真與測(cè)量齒形誤差值十分相近且吻合較好,實(shí)際加工和測(cè)量過(guò)程中的多種因素使得測(cè)量結(jié)果略偏大。如圖 5b 所示,大變位齒輪在計(jì)算齒寬位置處,1 號(hào)和 75 號(hào)齒槽面實(shí)測(cè)和仿真計(jì)算齒形誤差均整體偏大,且各齒槽面仿真結(jié)果與測(cè)量結(jié)果的誤差形態(tài)也吻合較好。
齒向誤差比較:圖 6 所示為右側(cè)齒槽面齒向誤差仿真與實(shí)測(cè)結(jié)果比較。圖中描述了第 1 號(hào)、40 號(hào)和 75 號(hào)齒槽面齒向誤差,仿真與測(cè)量結(jié)果均呈現(xiàn)出明顯波浪形狀,誤差形態(tài)十分相近并吻合較好。各齒向誤差均在同一半徑處,對(duì)齒寬參數(shù)按要求取值進(jìn)行仿真計(jì)算和測(cè)量。齒槽左側(cè)齒面齒向誤差與圖 6 所示相近。
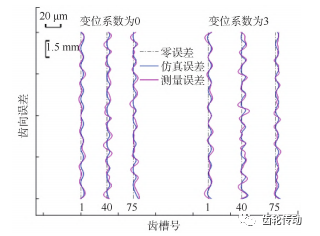
圖 6 齒槽右側(cè)齒面齒向誤差仿真與實(shí)測(cè)對(duì)比
通過(guò)對(duì)大變位齒輪和標(biāo)準(zhǔn)齒輪多個(gè)輪齒左、右齒槽面齒形、齒向誤差進(jìn)行測(cè)量和仿真計(jì)算,發(fā)現(xiàn)仿真計(jì)算結(jié)果與實(shí)測(cè)結(jié)果吻合較好,從而證實(shí)了上述基于所建立模型對(duì)齒輪齒面理論加工誤差值仿真計(jì)算的正確性。通過(guò)實(shí)測(cè)與仿真計(jì)算也發(fā)現(xiàn):用標(biāo)準(zhǔn)滾刀加工大變位齒輪相較于加工標(biāo)準(zhǔn)漸開(kāi)線齒輪,當(dāng)標(biāo)準(zhǔn)滾刀長(zhǎng)度足夠的話,齒面齒形誤差與齒向誤差并未有明顯變化。
三、大變位柔輪滾齒誤差分析
滾齒誤差仿真計(jì)算及分析
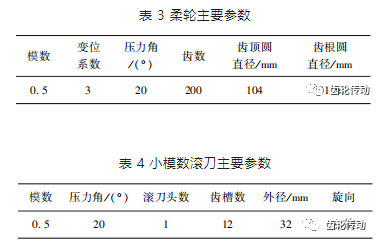
以常見(jiàn)的漸開(kāi)線齒廓諧波齒輪柔輪為例進(jìn)行滾齒誤差仿真計(jì)算,大變位柔輪及滾刀的主要幾何參數(shù)分別如表 3 和表 4 所示,滾刀為標(biāo)準(zhǔn)長(zhǎng)度,取有效切削刀刃為 73 個(gè)。滾齒仿真過(guò)程中,滾刀軸向進(jìn)給量 f 取值為 1. 5 mm / r。
滾齒誤差仿真計(jì)算:
圖 7 所示為仿真計(jì)算出的柔輪 0 號(hào)齒槽右側(cè)齒面拓?fù)湔`差圖。
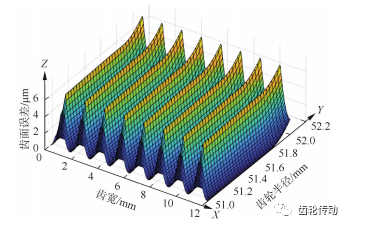
圖 7 齒槽右側(cè)面齒面誤差
圖 7 中 X 軸為齒寬方向,Y 軸為齒廓方向,Z 軸顯示的為齒面誤差值,其反映理論加工齒面與標(biāo)準(zhǔn)齒面之間的法向偏差。由圖 7 可見(jiàn),齒向誤差沿著齒寬方向呈波浪形變化,由于滾齒切削時(shí)滾刀軸向進(jìn)給取值較大,產(chǎn)生的齒向誤差值也大。另外,齒面齒形誤差沿輪齒齒廓方向靠近齒頂處明顯增大。
產(chǎn)生較大齒形誤差原因分析:參照表 3 和表 4 給出的柔輪和滾刀主要參數(shù)進(jìn)行滾齒加工仿真,對(duì)靠齒頂處產(chǎn)生較大誤差的原因進(jìn)行分析。圖 8 所示為齒輪滾齒加工仿真俯視圖,圖 8 中的齒槽輪廓為理論計(jì)算得出的標(biāo)準(zhǔn)齒廓,紅色曲線代表滾刀切削刃。
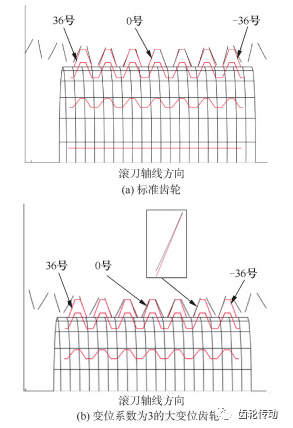
圖 8 齒輪滾齒仿真示意圖
由圖 8a 可知,標(biāo)準(zhǔn)齒輪加工時(shí)滾刀 0 號(hào)切削刃幾乎與齒槽輪廓重合(齒數(shù)較多漸開(kāi)線齒廓幾乎為直線),齒槽最終輪廓由 0 號(hào)及其附近較少滾刀切削刃滾切出來(lái)。由圖 8b 可知,大變位齒輪加工時(shí)齒槽正中央的 0 號(hào)切削刃對(duì)最終齒槽輪廓起不到切削作用。圖中齒槽左側(cè)面由右邊刀刃號(hào)為負(fù)的切削刃滾切出來(lái),右側(cè)齒面由左邊切削刃加工出來(lái)。滾刀有效切削刃較少會(huì)在靠齒頂處存在切削不足,如圖中局部放大視圖所示,距中間較遠(yuǎn)的 36,-36 號(hào)切削刃在齒頂處也產(chǎn)生較大切削誤差。
經(jīng)仿真計(jì)算可得出消除該現(xiàn)象所需滾刀最小長(zhǎng)度對(duì)應(yīng)的刀刃號(hào)。表 5 所示為 0 號(hào)齒槽齒頂處不存在切削不足時(shí),需要滾刀最小長(zhǎng)度對(duì)應(yīng)的刀刃號(hào),其中,直徑代表計(jì)算點(diǎn)在輪齒齒廓上的位置。
表 5 所需滾刀最小長(zhǎng)度對(duì)應(yīng)的刀刃號(hào)
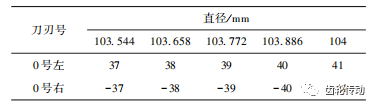
由表 5 可知,在齒頂圓處左、右齒槽面分別對(duì)應(yīng) 41 號(hào)和-41 號(hào)刀刃,包含 0 號(hào)切削刃在內(nèi),滾刀最小長(zhǎng)度對(duì)應(yīng)的有效刀刃為 83 個(gè)。
圖 9 所示為輪齒完全切削所需滾刀最小長(zhǎng)度對(duì)應(yīng)的有效切削刃個(gè)數(shù)與變位系數(shù)的關(guān)系,參照表 3、表 4 給出的柔輪及滾刀參數(shù)計(jì)算得出。
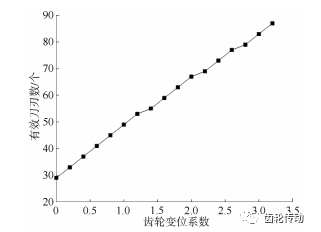
圖 9 滾刀有效刀刃數(shù)與齒輪變位系數(shù)關(guān)系
由圖 9 可知,隨著變位系數(shù)的增大,為避免滾齒加工時(shí)因齒頂切削不足而產(chǎn)生大的加工誤差,滾刀最小長(zhǎng)度對(duì)應(yīng)的有效刀刃數(shù)明顯增加。
滾齒齒向誤差分析:對(duì)于單個(gè)齒面而言,滾齒過(guò)程中滾刀沿齒寬方向不是連續(xù)進(jìn)給而是間斷性的,在滾刀進(jìn)給位置處會(huì)產(chǎn)生最小齒面加工誤差,在相鄰兩進(jìn)給位置中間處會(huì)產(chǎn)生最大齒面加工誤差。
圖 10 所示為軸向進(jìn)給量 f 為 1. 5,1,0. 5 mm / r 時(shí)齒向誤差仿真結(jié)果。由圖 10 可知,在不同軸向進(jìn)給量下齒向誤差值變化明顯,軸向進(jìn)給量為 1. 5 mm / r 時(shí),誤差最大值為 5. 4 μm 左右;軸向進(jìn)給量為 0. 5 mm / r 時(shí),誤差最大值為 0. 6 μm 左右。齒向誤差最大值隨滾刀軸向進(jìn)給量的減小大幅度減小。
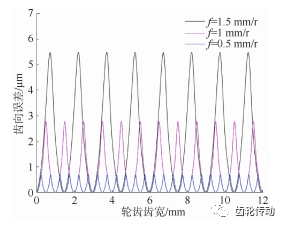
圖 10 不同軸向進(jìn)給量下的齒向誤差
實(shí)例驗(yàn)證分析
基于前述分析可知,增大滾刀長(zhǎng)度可避免大變位齒輪滾切出現(xiàn)的齒頂切削不足現(xiàn)象,減小滾刀軸向進(jìn)給量可大幅度減小齒面齒向誤差。參照表 3 和表 4 給出的柔輪和滾刀參數(shù),進(jìn)行滾齒齒面誤差仿真計(jì)算,對(duì)該結(jié)果進(jìn)行驗(yàn)證。
齒向誤差驗(yàn)證分析:圖 11 所示為齒向誤差最大值與滾刀軸向進(jìn)給量的關(guān)系曲線。
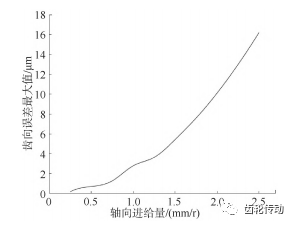
圖 11 齒向誤差最大值與軸向進(jìn)給量關(guān)系
圖 11 中曲線以 0 號(hào)齒槽右側(cè)面對(duì)應(yīng)不同滾刀軸向進(jìn)給量的多個(gè)齒向誤差最大值為基礎(chǔ),進(jìn)行差值擬合而成。由圖 11 可看出,輪齒齒面齒向誤差最大值隨著軸向進(jìn)給量的減小而顯著減小,柔輪的其他各齒面齒向誤差最大值與軸向進(jìn)給量的關(guān)系與此基本相同。
齒形誤差驗(yàn)證分析:圖 12 和圖 13 所示分別為右側(cè)齒槽和左側(cè)齒面齒形誤差,兩圖中所有齒形誤差均在同一齒寬位置上得出。在該齒寬處 1 號(hào)齒槽處于滾刀軸向進(jìn)給位置,因此,1 號(hào)齒槽齒形誤差最小,180 號(hào)齒槽齒形誤差接近誤差最小值,120 號(hào)齒槽面的齒形誤差接近最大值。兩圖中各輪齒齒形誤差只是在該齒寬位置處的誤差,并不代表某個(gè)齒齒形誤差整體偏大或偏小。
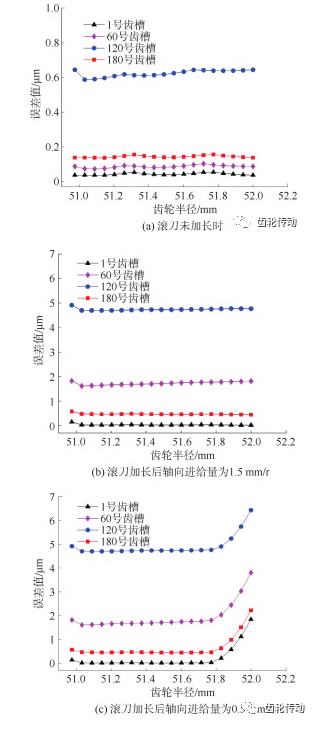
圖 12 右側(cè)齒槽齒面齒形誤差
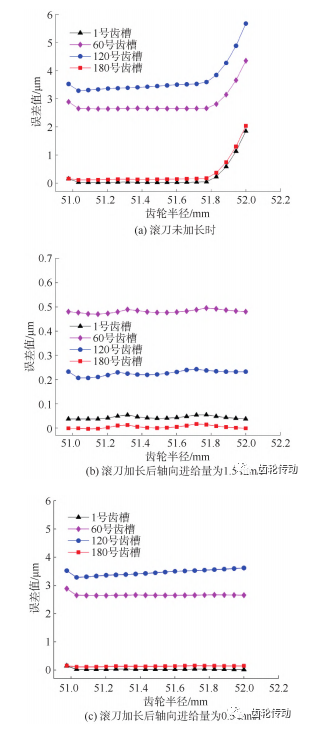
圖 13 左側(cè)齒槽齒面齒形誤差
由圖 12a 和圖 13a 可看出,滾刀未加長(zhǎng)時(shí)各齒槽左、右齒面齒形誤差靠近輪齒齒頂處均明顯增大。
將滾刀按表 5 給出的刀刃號(hào)加長(zhǎng)至有效切削刃為 83 個(gè)時(shí),各齒槽右側(cè)面和左側(cè)面的齒形誤差分別如圖 12b 和圖 13b 所示。由圖可知,靠齒頂處誤差值明顯減小,且 1 號(hào)、60 號(hào)、180 號(hào)齒槽靠近齒頂處齒廓的誤差比靠近齒根處齒廓的誤差還小,不存在輪齒切削不足的現(xiàn)象。
圖 12c 所示為滾刀軸向進(jìn)給量為 0. 5 mm / r 時(shí)右側(cè)齒面齒形誤差,其與圖 12b 所示軸向進(jìn)給量為 1. 5 mm / r 齒形誤差相比,各齒槽齒面齒形誤差明顯減小,最大齒形誤差在 120 號(hào)齒槽處約為 0. 6 μm,其他 3 個(gè)齒槽面齒形誤差在 0. 03~0. 15 μm 之間。
圖 13c 所示為滾刀軸向進(jìn)給量為 0. 5 mm / r 時(shí)左側(cè)齒面齒形誤差,與圖 13b 所示軸向進(jìn)給量為 1. 5 mm / r 齒形誤差相比,各齒槽齒面齒形誤差明顯減小,最大齒形誤差在 60 號(hào)齒槽處約為 0. 5 μm。
四、結(jié)論
開(kāi)展?jié)L齒仿真數(shù)值計(jì)算研究大變位齒輪成形機(jī)理,精確分析標(biāo)準(zhǔn)滾刀加工大變位柔輪產(chǎn)生的理論加工誤差,通過(guò)研究得出以下結(jié)論:
(1)標(biāo)準(zhǔn)滾刀加工齒數(shù)較多的大變位齒輪會(huì)因靠齒頂處齒廓切削不足而產(chǎn)生大的加工誤差,除此之外, 與標(biāo)準(zhǔn)漸開(kāi)線齒輪加工相比,滾齒產(chǎn)生的齒形誤差與齒向誤差并未有明顯變化;
(2)增大滾刀長(zhǎng)度可避免大變位齒輪滾齒出現(xiàn)的齒頂切削不足現(xiàn)象,并通過(guò)仿真計(jì)算給出了滾切某型號(hào)大變位柔輪避免出現(xiàn)齒頂切削不足,需要滾刀最小長(zhǎng)度對(duì)應(yīng)的有效切削刃數(shù);
(3)滾齒過(guò)程中軸向進(jìn)給量對(duì)大變位柔輪齒面誤差影響明顯,軸向進(jìn)給量由1. 5 mm/ r 減小到0. 5 mm/ r,大變位柔輪齒面齒向誤差最大值減小了 89%,并得出了柔輪齒面齒向誤差最大值與滾刀軸向進(jìn)給量的關(guān)系曲線。
參考文獻(xiàn)略.